The pea is thought to be one of the first vegetables to be farmed, probably at first in India. Uttar Pradesh is the major field pea growing state. Post harvest losses of peas can vary widely from system to system and may be anywhere from 2 to 50 percent. To avoid the losses post harvest practices of peas involve grading, blanching, freezing, dehydration etc. Frozen pea processing continues to increase as demand for peas of this form increases. With pea harvest and transportation speed increasing there is a growing need for improved storage.
Introduction
Field pea (Pisum sativum) is one of the important pulse crops of the world and cultivated over an area of 5.9 million hectares with a production of about 11.7 million tonnes. Pea is the third most important pulse crop at global level, after dry bean and chickpea. In India green pea is grown over an area of 5.312 million hectares with a production of about 5.510 million tones. Uttar Pradesh is the major field pea growing state. It alone produces about 49 % of pea produced in India. Garden pea is cultivated on a large scale in other states like Madhya Pradesh and Jharkhand, Himachal Pradesh, Punjab, West Bengal, Haryana, Bihar, Uttarakhand, Jammu and Kashmir, Odisha, parts of Rajasthan and Maharashtra. In south it is grown in Karnataka and in the hilly regions like Ooty and Kodaikanal. In, Madhya Pradesh the production area of green pea is 0.543 million ha and production was 5430 tonnes. The mature seeds are used as whole or split into dal and put to use in various ways for human consumption. Pea is used for fresh as well as processed product. Under processing, peas are canned, dried or frozen. Pea crop is harvested after 75 days of sowing, generally in the month of mid-November to mid-December. Only in short span of time hole whole crop coming in market and rates falls down which leads to great loss to farmers. Post-harvest processing of the ensured option to face this problem. Also, this is one of the prominent way to double farmer’s income.
Post-Harvest Handling
Post harvest losses of peas can vary widely from system to system and varied from 2 to 50 percent. This is why it is so important to properly handle and store the peas to prevent damage. There is throughout year demand of peas from Indian households. Being a seasonal in nature it needs to store fresh or processed form to fulfil consumer demand. Also there is requirement of butter stock storage for processing of fresh peas. This should be done by taking the fresh peas and washing them followed by hydro-cooling them down to 0oC. They should also be held at 95 percent relative humidity. The washing prior to storage is necessary in order to clean any contamination or debris in the peas. It also will help to avoid further quality deterioration of the peas. The peas can be stored in this manner for a couple of weeks without causing any significant forms of damage. Controlled atmosphere (CA) storage may also be used to store the peas for a longer amount of time, but it takes more sophisticated equipment to control oxygen and carbon dioxide levels.
Grading
Once the peas are taken in to the processing plant, they are first graded to separate processable peas from whole lot. Peas are graded through drum sieves with according to the diameter of grains. Different grades of peas includes: 7.5 mm for extra small peas, 8.2 mm for very small peas, 10.2 mm for medium peas, and over 10.2 mm for large peas. They can also be graded in the plant especially processing plant running in continuous mode where grading and blanching are carried out by floating the peas in a brine solution. High quality peas will float in brine of 1.04 specific gravity, whereas substandard peas will sink in 1.07 specific gravity brine. Although wash cycles and metal detectors are used, hand sorting and visual inspection are still required likewise all vegetables.
Blanching
Peas are blanched to prevent the enzyme activities responsible for production of off-odors and flavors that may develop during processing and storage. Hot water blanching is usually carried out at 95oC for one to two minutes for green peas. Catalase and peroxidase tests are taken as indicators of blanching efficiency. The thermal stability of peroxidase in peas is indicated by its Z-value of 48 and F-value of 60.
Hot water and steam at atmospheric pressure are the two main types of blanchers widely used in frozen pea production. The conventional rotary-type hot water blancher gives a uniform blanch at a low cost. Another type of hot water blancher utilized a long tube, through which peas are pumped, while the water is maintained at 95oC. The rotary screw blancher consists of a central screw rotating within a static drum moving the product forward through hot water. The thermascrew blancher has a hollow central rotating screw that contains the heating medium. The steam blanchers inject a stream of steam (95-100°C) over a layer of peas on a conveyor belt for 20-60 seconds, depending upon the steam pressure (15-25 psig). Steam blanching leaches out less of the water-soluble components such as flavor, sugar and vitamins
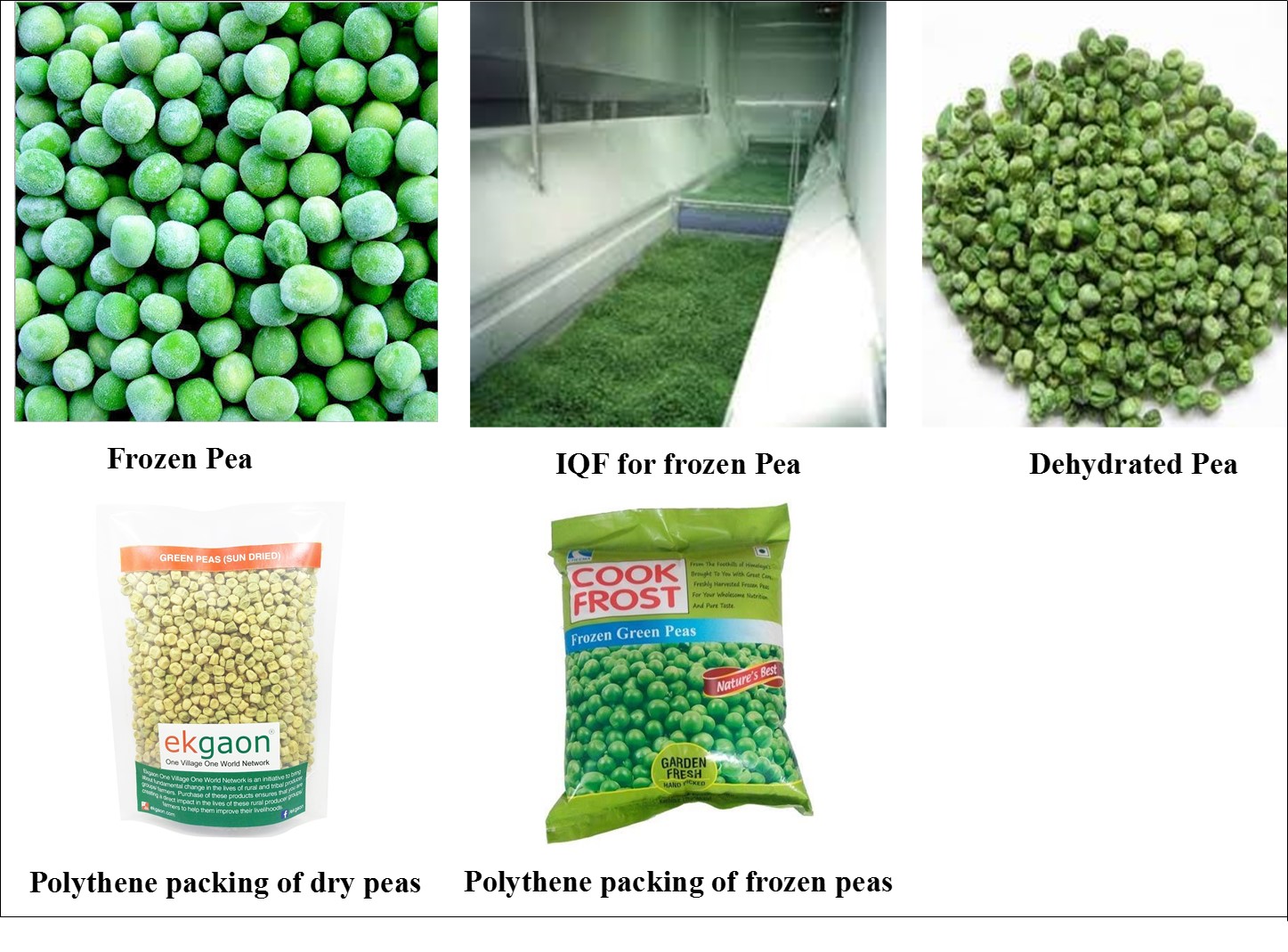
Frozen Pea Processing
As now a days, refrigerator is taken place a space in most of the Indian kitchen, a demand for the frozen pea is continuously increasing. This technology allows the farmer to maximize profit while minimizing labor and machinery inputs. The other added benefit of this technology is that the consumer at the end of the chain will have a better quality food product to consume. By increasing efficiency and reducing post harvest product losses frozen peas can continue to hold their place in the consumer market at the grocery store. IQF green peas play an important role in the vegetable industry. Without the ability to freeze peas, consumption would be limited to fresh and canned. It is important to make vegetables available to the consumer in a quick, convenient form that can be prepared rapidly. Consumers prefer the quality of frozen peas to canned since they more closely resemble the fresh pea attributes.
IQF is one of the most acceptable method for green peas. To freeze the peas as rapidly as possible after blanching, peas can be individually quick-frozen (IQF) by two direct contact systems: air blast or immersion. These systems operate efficiently since there are no barriers to heat transfer between the refrigerant and the product. The refrigerants used in these systems may be low-temperature air at high speeds or liquids with a phase change while in contact with the product surface.
The most common style of an air-blast IQF system that is used in freezing green peas is the fluidized-bed IQF freezing system. In these systems, the high-speed air is directed vertically upward through the mesh conveyor carrying the product through the system. By adjusting the air speed in relation to the product size, the product is lifted from the conveyor surface and remains suspended in the low temperature air. This results in the highest possible convective heat-transfer coefficients for the freezing process. In this type of system, peas can be taken from room temperature (~21oC) to –21oC in three minutes and remain free flowing.
The immersion system, also known as cryogenic freezing, uses liquid nitrogen, carbon dioxide, and Freon refrigerants to immerse small products for faster freezing than the fluidized bed systems. A major disadvantage to this system, is that since the refrigerant changes from liquid to vapor as the product freezes, it becomes difficult to recover the vapors leaving the freezing compartment.
A third type of method may also be used for pea freezing. It differs from the other two in that there is no direct contact, between air or other refrigerant, with product. This method is known as plate freezing. There are two main types of plate freezers: horizontal and vertical. Either type can be manual or automatic. The manual horizontal plate freezer has 15 to 20 plates, where the product is manually loaded. The product is placed between the plates and frozen by concurrent or countercurrent flow of refrigerant in adjacent plates. The vertical plate freezer consists of several vertical-freezing plates forming partitions in a container with an open top. The product is fed in from the top and the blocks after freezing are discharged automatically.
The practical storage time (PST) for green peas is 6, 24 and more than 24 months at temperatures of -12oC, -18oC and -24oC respectively. Fluctuations in air temperature must be kept at the minimum (± 2oC) to maintain uniform product quality.
Dehydrated peas
Fresh, sound and green pea pods are thoroughly washed in water and then pea seeds are separated and cleaned with the help of pea podder. Then they are pricked as pricking facilitates quick and uniform drying of peas. Then they are blanched and sulphited to retain colour, taste and texture in the final product. Blanched peas are then dried in a drier wherein moisture is reduced to 7-8%. Drying time is around 3 hours. Finally dried peas are graded and packed. On an average, the process and weight loss is 75%. The process flow chart is as under:
Packaging
The most important points of packaging are to protect peas against dehydration, oxidation, and contamination. Therefore, the packaging materials must be good in order to withstand the very low temperature encountered during frozen storage. Plastics or cardboard are used as primary packaging, which is in direct contact with the food or required by the consumer up to the time of use. Polythene is widely used to produce plastic bags for free-flowing frozen vegetables because it has high abuse resistance at temperature down to -50oC and gives the best moisture barrier properties of the readily available packaging materials. It is stated that a polythene bag of frozen peas might be expected to lose less than 0.01% moisture after 3 months storage. A polythene bag can also protect frozen peas from light, which can cause bleaching.
There are two board types, which are kraft boards and folding box boards for carton board packaging of frozen peas. Kraft boards are suitable for packaging of frozen foods when they are fully bleached. They have good appearance, strength and are suitable for direct food contact. Semi-bleached and unbleached forms are ideal for indirect primary or secondary packaging. The folding box boards usually have a fully bleached fiber layer on the reverse side, which makes them suitable for direct food contact. This has also good appearance and strength. When the packaging equipment is ready to accept products, frozen peas are conveyed into the packaging hall, which is held at –18oC to minimize the temperature loss of peas during packaging operation.
For plastic bag packaging, form-fill-seal (FFS) machine, multihead weigher is used. For cardboard packaging, a top-load cartoning machine is used. Cartons can be erected and the corners secured by locks, adhesive or electrically fired heat-seal techniques, which employ superheated air directed through nozzles on to the mating surfaces of the carton blank. Glue forming usually employs hot melt adhesive specially formulated to be compatible with long-term frozen storage conditions.
Secondary packaging is the multiple packaging that is used to collect several packages together for the sale of a number of individuals, as a display or to deliver to a display or freezer cabinet. Tertiary packaging is that uses for bulk transportation of products and is disposed of by the store. End-of-line operation is used for second and tertiary packaging.
Storage
The best preservation and the typical temperature used for storing frozen foods in the commercial food chain is from –15°C to –18°C. A commonly used descriptor of storage life of frozen foods is the practical storage life (PSL). PSL is the period of frozen storage after freezing during which the product has a good quality. PSL of frozen peas is 24 months at –18oC. PSL is 6 months at –12oC and more than 24 months at –24oC. It is recommended that temperature of storage should not be allowed to exceed -15oC. It causes undesirable tissue change, such as oxidation and losing its attractive color slowly. PSL of peas at –12oC that is below -15oC is much shorter to compare with PSL at –18oC. The temperature of –18oC or lower is suitable for storage of peas.
The slow air circulation by suitable fan helps to prevent the formation of warm "air pockets" in the storage. High humidity is an advantage that prevents peas to dry out since the storage is below 0°C. The storage containers should never be piled directly on the floor of the storage. Containers should never be piled higher than 30cm below the ceiling or 15cm below the bottom of the ceiling coils. Piling should start from the wall toward the center of the storage. Allow 2.5cm space between each two containers.
The recent advances like government initiatives in development of cold chain and other infrastructures, good transportation facilities with respect to refrigerated vans, availability of small household size refrigerators definitely play a catalytic role for further advancement of value addition in peas in coming future.